


SAN Engineering and Electrical Support, a metal fabrication manufacturer specialize in providing top-notch cable support systems that meet your requirements. As a reputable cable support system manufacturer in Malaysia, we understand the critical role cable support plays in ensuring the safety and organization of cables in various settings. Our extensive experience and expertise allow us to design and manufacture cable support systems that meet the highest standards of quality and reliability. Our comprehensive cable support and wire management systems include cable ladders, cable trays, wire mesh and cable trunking. These systems are designed to effectively manage and support cables, reducing the risk of damage, tangling, and signal interference. With our solutions, you can optimize cable routing and create a neat and efficient environment. Our products undergo rigorous testing and quality control measures to ensure their durability and reliability. Partnering with us as a cable support system manufacturer in Malaysia means gaining a trusted business ally. We offer a complete range of cable support systems, including server rack cable management and other accessories, providing our customers with solutions to any cable management issue.

SAN Cable Management System offers you a simple, inexpensive method of routing and supporting all types of light to heavy weight cables. Ideal for all types of commercial, industrial and government applications. Available in different widths, heights, and lengths, complete line of fittings and accessories provide flexibility to meet installation requirements, also available in Hot Dip Galvanized Steel, Aluminum or Stainless Steel built to NEMA VE-1, BS and BS EN standards.
Cable Management Systems including Cable Trays and Cable Ladders came of age in the mid-forties. They were used to support the new armored shielded power cables that were permitted outside the conduit environment. Utilities and industrial companies initiated the use of mesh and solid trough-style trays for supporting power and control cable.
SAN Cable Trays conform to all NEMA VE-1, British Standard, IEC and ASTM standards referring to definitions of Cable Trays, fittings, connectors and accessories. Cable Tray have long been a popular choice for effectively supporting and routing cable in the commercial environment, and faster installation continues to be the most significant factor influencing the enhancement of Cable Tray products.
Cable Tray have long been a popular choice for effectively supporting and routing cable in the commercial environment, and faster installation continues to be the most significant factor influencing the enhancement of Cable Tray products.
Aluminum Cable Trays are fabricated from structural grade “copper free” (marine grade) Aluminum extrusions. Aluminum’s excellent corrosion resistance is due to its ability to form an aluminum oxide film that when scratched reforms the original protective film. Aluminum has excellent resistance to “weathering” in most outdoor applications. Aluminum Cable Tray has excellent corrosion resistance in many chemical environments. Typically, Aluminum Cable Trays can perform indefinitely, with little or no degradation over time, making it ideal for many chemical and marine environments.
Steel Cable Trays are fabricated from continuous roll-formed structural quality steel. By roll-forming steel, the mechanical properties are increased allowing the used of a lighter gauge steel to carry the required load. This reduces the dead weight that must be carried by the supports and the installers. Using structural quality steel, (SAN) assures that the material will meet the minimum yield and tensile strengths of applicable ASTM, NEMA and British Standards. The corrosion resistance of steel varies widely with coating and alloy.
Stainless Steel Cable Trays are fabricated from continuous roll-formed AISI Type 304, AISI Type 316 and AISI Type 316L Stainless Steel which belongs to the group called austenitic Stainless Steels. Like carbon steel, they exhibit increased strength when cold worked by roll-forming or bending. Several important conditions could make the use of Stainless Steel imperative. These include long term maintenance cost, corrosion resistance, appearance and locations where product contamination is undesirable. Stainless Steel exhibits stable structural properties such as yield strength and high creep strength at elevated temperatures. SAN Stainless Steel Cable Trays are welded using Stainless Steel welding wire to ensure each weldment exhibits the same corrosion resistance characteristic as the base metal. Localized staining in the weld area or heat affected zone may occur in severe environments. Specialized shielding gases and low carbon materials are used to minimize carbon contamination during welding and reduce staining and stress corrosion. Specify passivity after fabrication as per ASTM A380 to minimize staining, improve aesthetics and further improve corrosion resistance.
Zinc protects steel in two ways. First it protects the steel as a coating and second as a sacrificial anode to repair bare areas such as cut edges, scratches, and gouges. The corrosion protection of zinc is directly related to its thickness and the environment. This means a 0.2 mil coating will last twice as long as a 0.1 mil coating in the same environment.
Elecrogalvanized Zinc (also known as Zinc Plated or electroplated) is the process by which a coating of zinc is deposited on the steel by electro-deposition from a bath of zinc salts. A rating of SC3, SAN Standard, provides a minimum zinc coating thickness of 0.5 mils (excluding threaded rod, which is SC1 = 0.2mils) When exposed to air and moisture, zinc forms a tough, adherent, protective film consisting of a mixture of zinc oxides, hydroxides, and carbonates. This film is in itself a barrier coating which slows subsequent corrosive attack on the zinc. This coating is usually recommended for indoor use in salt spray testing per ASTM B117.
Chromium / Zinc is a corrosion resistant composition, which was developed to protect fastener and small bulk items for automotive use. The coating applications have since been extended to larger parts and other markets. Chromium/Zinc composition is an aqueous coating dispersion containing chromium, proprietary organic, and zinc flake. This finish provides 1000 hours protection in salt spray testing as per ASTM B 117, exceeding NEMA VE-1 requirements by 300%.
Mill Galvanized, Hot Dip Mill Galvanized or Continuous Hot Dip Galvanized) Pre-Galvanized steel is produced by coating coils of sheet steel with zinc by continuously rolling the material through molten zinc at the mills. This is also known as mill galvanized or hot dip mil galvanized. These coils are then slit to size and fabricated by roll forming, shearing, punching, or forming to produce (SAN) pre-galvanized Cable Tray products(GI), or HDGBF ( Hot Dip Galavanized Before Fabrication) The G90 specification call for a coating of 90 ounces of zinc per square foot of steel. This results in a coating of 45 ounces per square foot on each side of the sheet. This is important when comparing this finish to hot dip galvanized after fabrication. During fabrication, cut edge and welded areas are not normally zinc coated; however, the zinc near the uncoated metal becomes a sacrificial anode to protect the bare areas after short period of time. To further insure a quality product, (SAN) welds all pre-galvanized Cable Trays with a silicon bronze welding wire allowing only a small heat affected zone to be exposed. This small area quickly repairs itself by the same process as cut edges.
Hot Dip Galvanized after Fabrication Cable Tray products are fabricated from steel and then completely immersed in a bath of molten zinc. A metallic bond occurs resulting in a zinc coating that completely coats all surfaces, including edges and welds. Another advantage of this method is coating thickness. Cable Trays Hot Dip Galvanized After Fabrication (HDGAF) have a minimum thickness in accordance to ASTM A123 and BS 1461 (updated standard of BS 729). The zinc thickness is controlled by several factors 2 of which are the amount of time each part is immersed in the molten zinc bath, as well as, the speed of dipping and removal. The layer of zinc which bonds to steel provides a dual protection against corrosion. It protects first as an overall barrier coating. If this coating happens to be scratched or gouged, zinc’s secondary defense is called upon to protect the steel by galvanic action. Hot Dip Galvanized after Fabrication is recommended for prolonged outdoor exposure and will protect steel for many years in most outdoor environments and in many aggressive industrial environments.
(SAN) follows the steps below for its Hot Dipped Galvanized Process which is in compliance with ASTM A123 and BS 1461(updated version of BS 729): 1. All materials received for Hot Dip Galvanizing are checked for adequacy (For Galvanizing) and holes drilled in confined spaces as per the International Standards BS 1461, ASTM 123 and 153 to ensure the immersion of the structure in the Zinc Bath and to allow the Zinc to reach the internal surfaces of the Steel. The material is then forwarded to the appropriate cleaning equipment to remove dirt, rust and paint. 2. The cleaned steel is delivered for Chemical Pre-treatment starting with the degreasing and pickling operation where it is immersed in one of the six tanks of Hydrochloric Acid (10-15%) solution for a minimum period of 20 Minutes. 3. After pickling, the steel is rinsed in one of the two fresh water tanks then immersed in running water tank to ensure the complete removal of the residual acid and iron salts from the operation. 4. The Steel is then lifted to the fluxing tank where it is immersed for 3-5 in an aqueous flux solution of Zinc Ammonium Chloride ( Zn NH4 Cl3), 40% Solution, i.e 28 Degrees Be, to ensure full chemical bonding between Steel and Zinc during the Galvanizing process. 5. After fluxing the steel is dried and preheated with hot dry air in double heating oven. 6. The Steel is now ready for galvanizing and is dipped in the galvanizing gath holding more than 290 Tonnes of 99.995% SHG ZINC (LME registered) at temperatures of 445-455 Degrees Celsius. Minimum dipping time is 3 minutes for full chemical bonding between Zinc and Steel. 7. Prior to immersion of steel in the galvanizing bath, The molten Zinc surface is “Skimmed” clean of Zinc Ash to avoid residual coming in contact with Steel during dipping, The same process is repeated before removing the steel from the Galvanizing bath. 8. After Hot Dip Galvanizing and depending on the thickness of steel, the Steel is quenched in water before final inspection. Pre-delivery checks are conducted by QC Engineer on the surface and general finish of the galvanized surface. Instructions are given for cleaning (Zinc Residuals) and rectificationwhere necessary.
It is typically more cost effective to use an Aluminum or Pre-Galvanized Steel Cable Tray and paint it after installation, along with the other un-painted building components. Painted Cable Tray is often used in “open ceiling” applications where all the overhead equipment and structure is painted the same color. In this type of application, additional painting is often necessary in the field, after installation, to ensure all of the supporting components, such as hanger rods, clamps and attaching hardware have been painted uniformly. Pre-painted Cable Tray interferes with common grounding practices, requiring the paint to be removed at splice locations, and / or the addition of bonding jumpers that were otherwise unnecessary. This additional field modification not only increases the installation cost but causes potential damage to the special painted finish. Consult painting contractor for proper surface preparation.
All metal surfaces are affected by corrosion. Depending on the physical properties of the metal and the environment to which it is exposed, chemical or Electro mechnical corrosion may occur
Atmospheric corrosion occurs when metal is exposed to airborne liquids, solid or gases. Some sources of atmospheric corrosion are moisture, salt, dirt and sulphuric acid. This form of corrosion is typically worse outdoors, especially near marine environments.
Chemical corrosion takes place when metal comes in direct contact with corrosive media. Some factors which affect the severity of chemical corrosion include: chemical concentration level, duration of contact, frequency of washing and operating temperature.
Wet storage stain (White Rust) is caused by the entrapment of moisture between surfaces of closely packed and poorly ventilated material for an extended period. Wet storage stain is usually superficial, having no affect on the properties of the metal. Light staining normally disappears with weathering. Medium to heavy build up should be removed in order to allow the formation of normal protective film. Proper handling and storage will help to assure stain-fee material. If product arrives wet, it should be unpacked and dried before storage. Dry material should be stored in a well-ventilated low moisture” environment to avoid condensation formation. Outdoor storage is undesirable, and should be avoided whenever possible.
Galvanic Corrosion occurs when two or more dissimilar metals are in contacts in the presence of an electrolyte (ie. Moisture). An electrolyte cell is created and the metals form an anode or a cathode depending on their relative position on the Galvanic Series Table. The anodic material will be the one to corrode
Whether a material is anodic depends on the relative position of the material. For example: If zinc and steel are in contact, the zinc acts as the anode and will corrode; the steel acts as the cathode and will be protected. If steel and copper are in contact, the steel is now the anode and will corrode.
The rate at which galvanic corrosion occurs depends on several factors: The amount and concentration of electrolyte present in an indoor, dry environment will have little or no galvanic corrosion compared to a wet atmosphere
1. The relative size of the materials: A small amount of anodic material in contact with a large cathodic material will result in greater corrosion. Likewise, a large anode in contact with a small cathode will decrease the rate of attack.
2. The relative position on the Galvanic Series Table: The further apart in the Galvanic Series Table, the greater the potential for corrosion of the anodic material.
Mild Steel: BS EN 10149-3 or Equivalent
BS EN 10346:2009 (formerly BS EN 10142:1991, formerly BS4678)
coating type: Z120, Z180 & Z275 : ASTM A 653/A653M or Equivalent
BS EN 10346:2009 (formerly BS EN 10142:1991, formerly BS4678)
coating type: Z120, Z180 & Z275 : ASTM A 653/A653M or Equivalent
ASTM B 209 M or Equivalent
BS EN ISO 1461:1999 (formerly BS 729)
ASTM A123/A123 M , A 153/A153 M or Equivalent
As per manufacturer standard. Subject to RAL Code






A prefabricated metal structure consisting of two side rails connected by individual transverse embers or rungs. Cable Ladder Trays are the most common and the most economical types of trays. They also provide maximum ventilation for cabling.
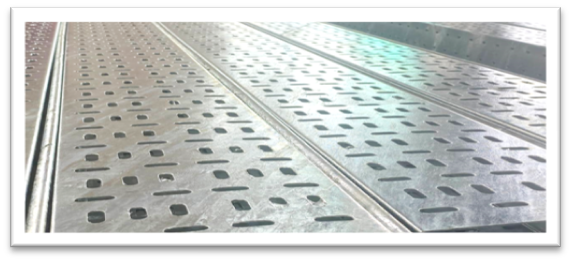
A prefabricated metal structure consisting of a bottom with openings within the cable bearing surface. Solid bottom Cable Trays eliminate cable sagging and offer maximum protection for the cables.
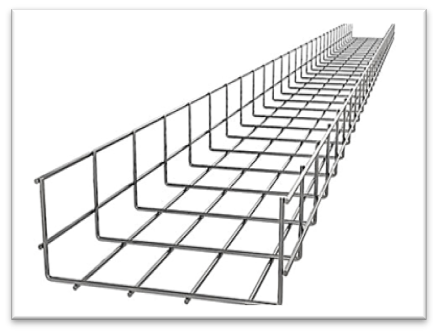
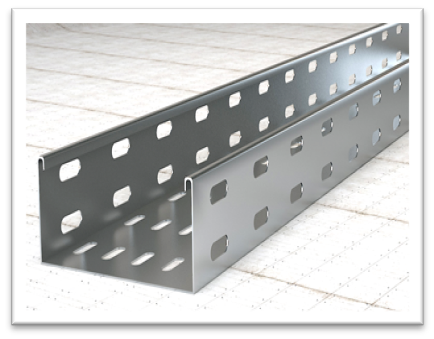
Suitable for light to medium-duty commercial and industrial applications where space is limited. Application of usage can be Network cabling, wiring closets, suspended ceiling plenum areas, etc.

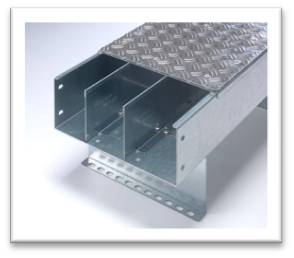
A prefabricated metal structure consisting of a one-piece solid bottom channel section. It is used as both protection and organization of multiple running cables.

